The material in sheet metal forming processes: Low carbon steel is the most commonly used sheet metal because of its low cost and generally good strength and formability (features/qualities/traits).
Aluminum is the most common material for such sheet metal applications as drink cans, packaging, kitchen utensils, and applications where(slow chemical breaks down of something/rust, etc.) resistance is a concern. The common metallic materials for aircraft and outer space applications are aluminum and titanium.
Temperature and sheet metal forming:
Most manufacturing processes involving sheet metal are performed at room temperature. Hot stamping is (every once in a while) (did/done/completed) in order to increase formability and decrease forming loads on machinery typical materials in hot stamping operations are titanium mixtures (of metals) and different high-strength steels.
Different Types of Sheet Metal Operations are:
- Shearing Operation
- Blanking & Fine Blanking Operation
- Punching Operation
- Piercing Operation
- (poking lots of holes in) Operation Perforating Operation
- Slotting Operation
- Notching Operation
- Bending Operation
1). Sheet Metal Shearing Operations
- Simply put, cutting operations cause the sheet metal to be stressed beyond its final/very best strength, therefore, breaking its structure and separating into different parts.

- Shearing is the process of separating the sheet metal into two or more pieces, (usually/ is a common and regular way) by cutting along a line. Commonly used to cut into rectangular shapes but can produce other shaped parts.
2). Blanking & Fine Blanking Operation
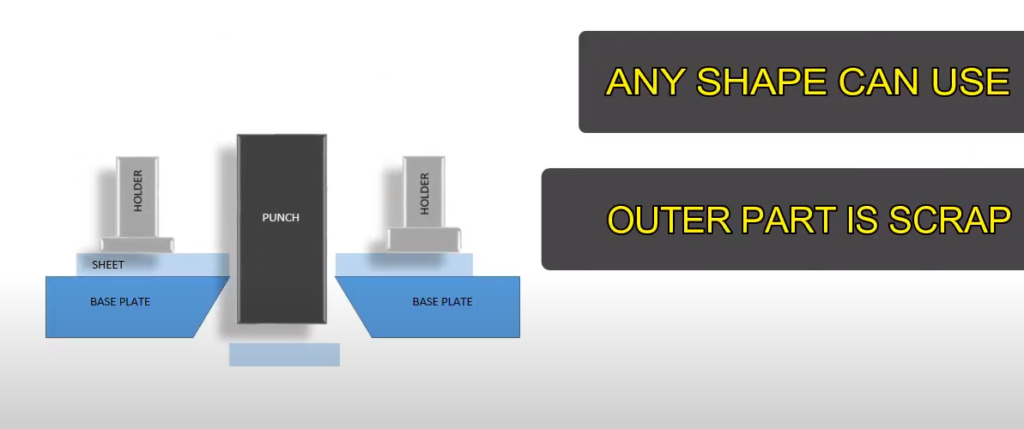
- Blanking is the process of cutting out a predefined shape from the sheet metal; the part that is punched out is known as the blank and is the needed/demanded product, the metal left behind is waste. Fine blanking is almost the same but provides more (quality of being very close to the truth or true number), with smooth edges and no distortion by applying clamping force and using small and close tolerances.
3). Punching Operation

- Punching is the same process as blanking, but the needed/demanded product is the metal left behind, rather than the part that is punched out. It uses the same punching press and punches and dies operation, it is just the opposite (or fighting against) desired product.
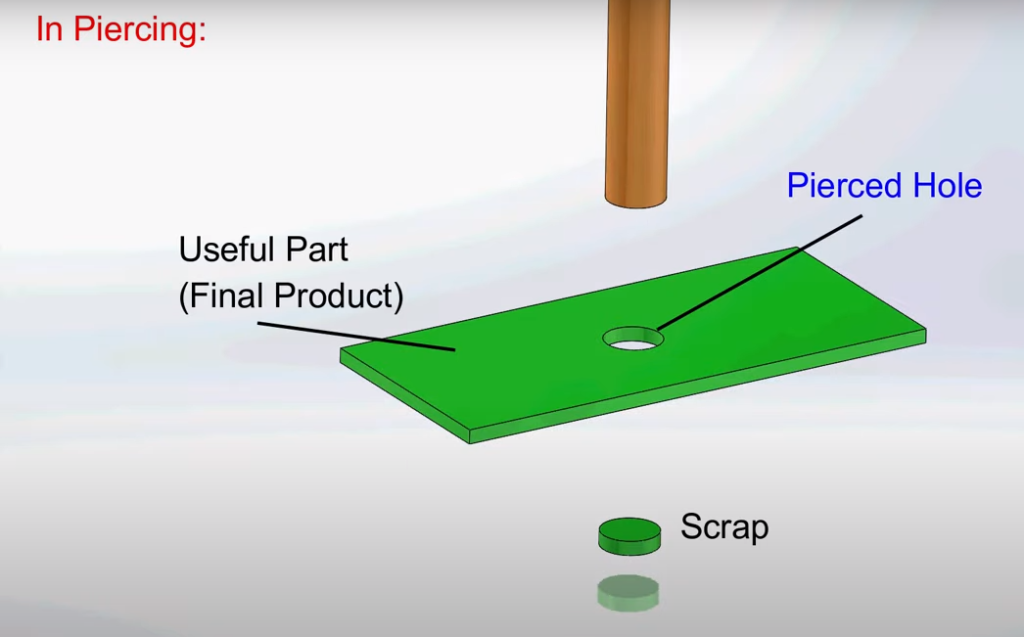
4). Piercing Operation
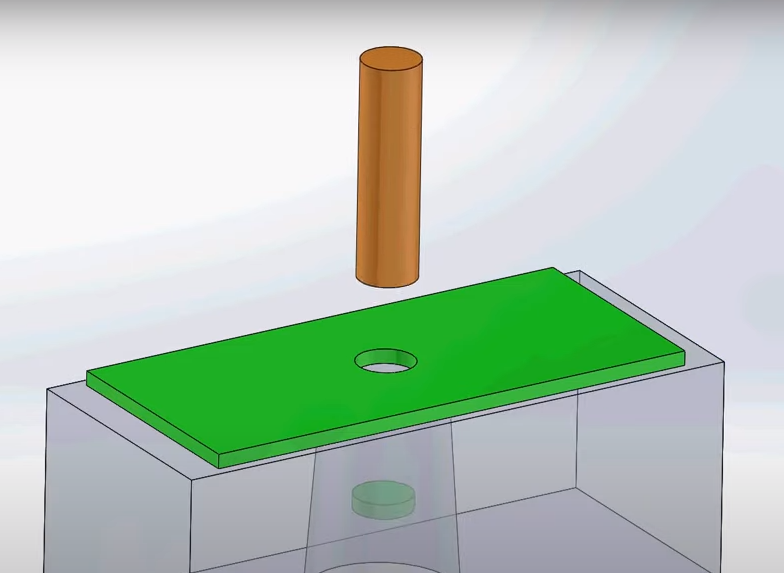
- Piercing is the process of cutting small, tube-like holes in sheet metal while removing the very little amount of material. This is done by using a bullet-shaped punch during the punch and die operation.
5). Perforating Operation: (poking lots of holes in)
- Hole/opening is almost the same process as piercing, but the holes are not usually round in shape. (poking lots of holes in) commonly consists of more than one hole that has been punched in a pattern.
6). Slotting Operation
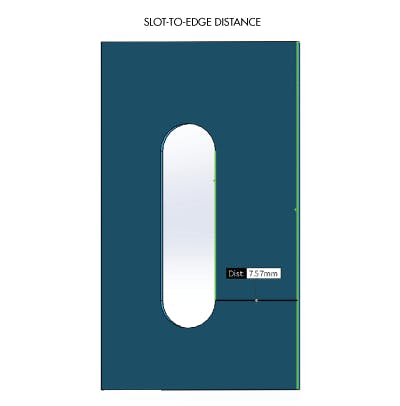
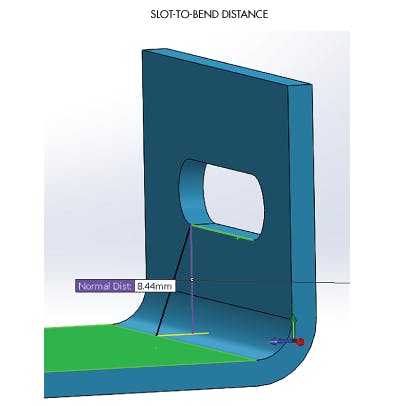
- Slotting is the process of cutting rectangular holes onto sheet metal, sometimes unfinished.
7). Notching Operation
- Notching is the process where shapes are cut from the edges of the sheet metal; removing and trimming and creating notches at the edge.
8). Bending Methods
- There are quite a few different bending methods available. Each has its own advantages. The two-headed problem is usually between going for (quality of being very close to the truth or true number) or simpleness, while the last thing just mentioned gets more usage. Simpler methods are more flexible and most importantly, needless different tools for getting a result.
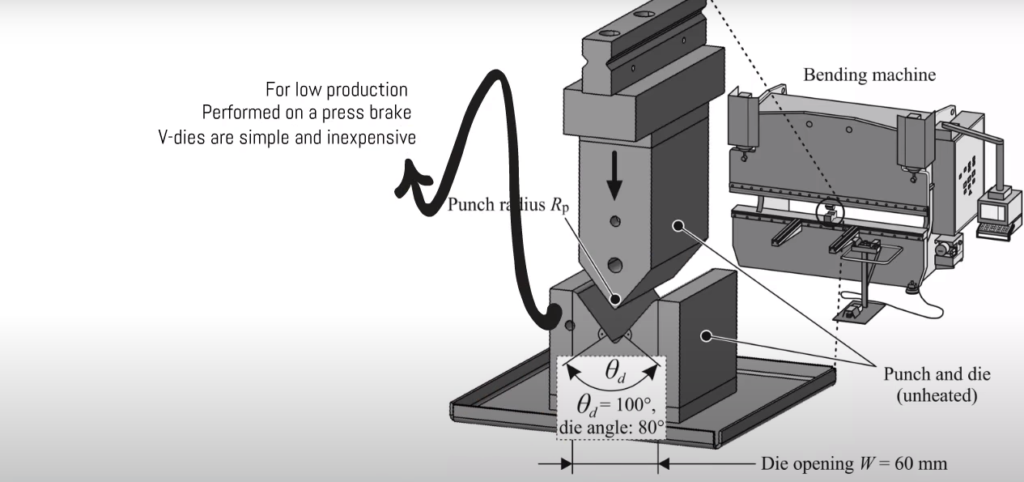
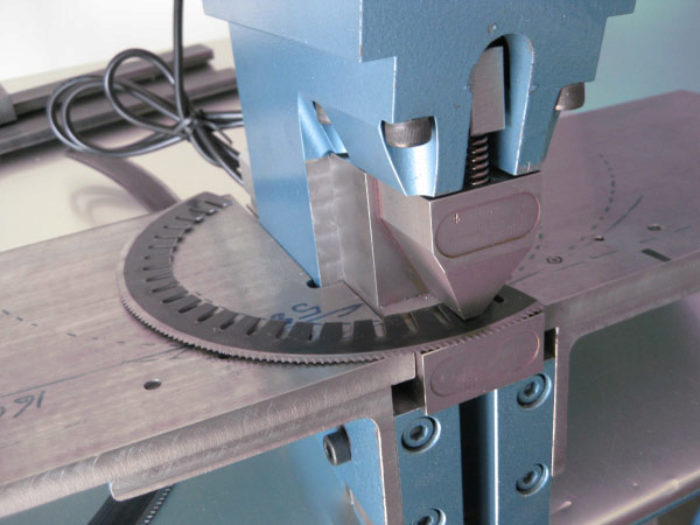
V-Bending
- V-bending is the most common bending method using a punch and die. It has three subgroups - bottoming, air bending, and coining. Air bending and bottoming account for around 90% of all bending jobs.
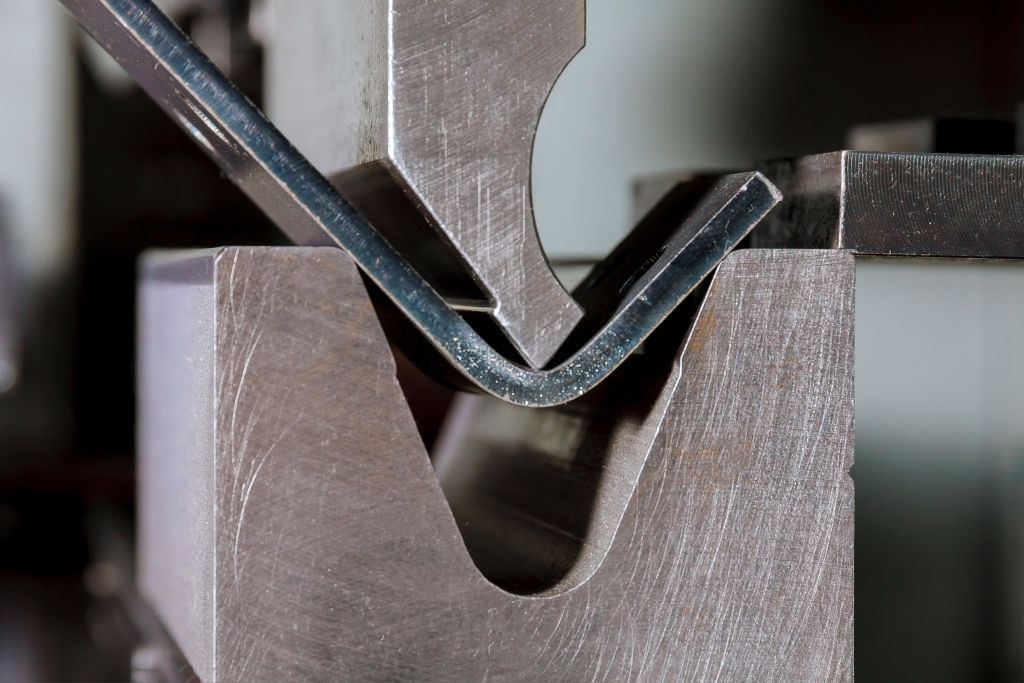
- Bending sheet metal with a hydraulic bending machine at the factory. Bend tools, press brake punch, and die.
- The table below helps you identify the minimum flange length b (mm) and inside radii in (mm) according to material thickness t (mm). You can also see the die width V (mm) that is needed for such (detailed descriptions of exactly what is required). Each operation needs a certain (weight/number of tons) per meter. This is also shown in the table. You can see that thicker materials and smaller inside radii require more force, or (weight/number of tons). The highlighted options are recommended (detailed descriptions of exactly what is required) for metal bending.


Comments(0)